Accueil ► Acier clair



Aciers de décolletage
Aciers pour la construction mécanique
Aciers de cémentation
Aciers améliorés
Aciers généraux de construction 1.0122 - S235JRC ; 1.0579 - S355J2C
Aciers à outils alliés et non alliés
Aciers pour tournevis et embouts
Aciers selon des analyses spéciales pour l'industrie automobile et aéronautique, etc.
Aciers inoxydables (matériau 1.4305), résistants aux acides et thermo-résistants
États de traitement
| C | étiré à froid |
| A+C | adouci par recuit et étiré à froid |
| AC+C | recuit de globulisation de cémentite et étiré à froid |
| S+C | étendu et étiré à froid |
| FP+C | recuit sur structure ferrito-perlitique et étiré à froid |
| C+A+C | étiré à froid et recuit et étiré à froid |
| SL | rectifié |
| +C+A | recuit de finition |
| +C+GFS | recuit de finition pour obtenir des propriétés magnétiques |
| N° | D / UE | États-Unis | ||
|---|---|---|---|---|
| 1.0715 | 11SMN30 | 1215 (ASTM) | ||
| 1.0718 | 11SMNPB30 | 12L14 (ASTM) | ||
| 1.0719 | 11SMNPB30TE | 12L14 (ASTM) avec Te | ||
| 1.0720 | 11SMNPBTEBI | 12L14 (ASTM) avec Te & Bi | ||
| 1.0737 | 11SMNPb37 | 12L14 (ASTM) avec S > 0,34 % | ||
| 1.7139 | 16MNCRS5 | ASTM A108 | ||
| 1.7142 | 16MNCRPBS | ASTM A108 avec Pb< 0,35 % | ||
| 1.0401 | C15 | 1015 AISI | ||
| 1.0403 | C15Pb | 1015 AISI avec Pb < 0,35 % | ||
| 1.0501 | C35 | 1035 AISI | ||
| 1.0502 | C35Pb | 1035 AISI avec Pb < 0,35 % | ||
| 1.0503 | C45 | 1043 AISI | ||
| 1.0504 | C45PB | 1043 AISI avec Pb < 0,35 % |
| N° | D / UE | États-Unis | ||
|---|---|---|---|---|
| 1.5511 | 3582 | 3 582 | ||
| 1,5513 | 4582 | 4582 | ||
| 1,0726 | 35S20 | 1140 AISI | ||
| 1.0756 | 35SPb20 | 1140 AISI avec Pb < 0,35 % | ||
| 1.0727 | 46S20 | 1146 AISI | ||
| 1.0757 | 46SPb20 | 1146 AISI avec Pb < 0,35 % | ||
| 1.0762 | 44SMN28 | 1144 AISI | ||
| 1.0763 | 44SMnPb28 | 1144 AISI avec Pb < 0,35 % | ||
| 1.4104 | X14CrMoS17 | 430 F (AISI) | ||
| 1.4301 | X5CrNiMo18-10 | 304 N (AISI) | ||
| 1.4305 | X8CrNiS18-9 | 303 AISI | ||
| 1.4401 | X5CrNiMo17-12-2 | 316 AISI | ||
| 1.4571 | X6CrNiMoTi17-12-2 | A182 (ASTM) | Autres qualités de matériau sur demande |
Conditionnements | Conditionnements
Longueurs des barres de 1 500 à 6 300 et/ou 7 000 mm (-0/+50 mm)
Des tolérances plus strictes sont disponibles sur demande.
Les barres sont testées contre les fissures à partir de 6 mm, rondes et hexagonales, chanfreinage, fraisage de surface et planification sur demande.
| Poids du lot | de 1 000 à 3 000 kg | de 2,205 à 6 614 livres environ |
| Anneaux | de 250 à 2 000 kg | de 550 à 4,410 livres environ |
| Coils | de 500 à 2 000 kg | de 1,102 à 4,410 livres environ |
Surfaces
- étiré et poli pour les dimensions rondes
selon les tolérances ISO h11-h9-h8 - étiré et rectifié pour les dimensions rondes
selon les tolérances ISO h11-h9-h8-h7-h6 - étiré pour les dimensions hexagonales et carrées
selon la tolérance ISO h11 - étiré en anneaux et coils ISO h11-h9
- Tolérances spéciales sur demande

Processus de rectification
L’acier rond rectifié est obtenu par l'usinage par enlèvement de barres étirées. Ce processus permet de produire des aciers ronds d’une précision maximale en termes de tolérance (jusqu'à ISO 6, tel que h6, par exemple), de rondeur et de rugosité de surface homogène contrôlée.
Il en résulte une surface noble à l'aspect satiné.
Une autre particularité est que l'utilisation ciblée du processus de rectification permet d'obtenir une surface techniquement exempte de fissures et/ou de décarburation.
Domaines d'application :
- Industrie automobile
- Machines-outils
- Mécanique de précision
- Industrie des meubles
- Industrie électronique
- Fabrication d'éléments de fixation


Das Prüfsystem arbeitet statisch ohne Rotation.
Domaines d'utilisation
Le test automatisé par ultrasons sert au contrôle non destructif à 100 % des défauts internes des matériaux, ainsi qu'à la mesure et au contrôle des épaisseurs de couche des composants critiques pour la fonction et la sécurité.
Les secteurs utilisateurs sont, entre autres, les équipementiers automobiles et l'industrie automobile, les fonderies ainsi que les fabricants de récipients et de produits semi-finis.
Notre installation de test par ultrasons a été conçue pour le contrôle séparé des barres rondes et hexagonales.
| Diamètre des barres rondes | de 8 à 42 mm | de 5/16“ à 1,21/32“ |
| Ouverture de clé des barres hexagonales | de 10 à 36 mm | de 25/64“ à 1,27/64“ |
| Longueur de la barre | de 2,5 à 6,0 m | |
| Vitesse de test | 2,0 m/sec maximum | |
| Sensibilité du contrôle | KSR de 0,7 - 1,0 - 1,5 mm possible |
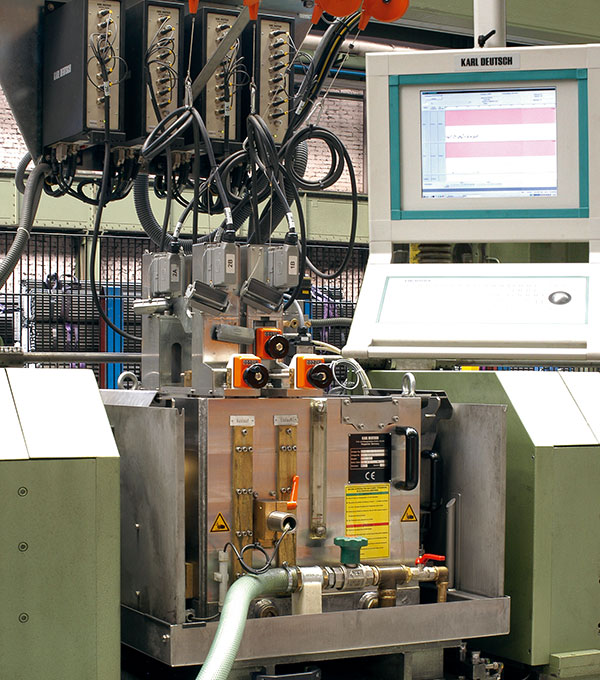
Méthode de test
Le test par ultrasons sert à détecter les défauts sur les bords (défauts longitudinaux) et au cœur dans toute la section. Le couplage des signaux ultrasons se fait en immersion, c'est-à-dire que les sondes et les échantillons se trouvent tous deux sous l'eau pendant le test.
Contrôle des défauts des bords sur les matériaux ronds
Les têtes de contrôle agencées sur plusieurs niveaux sont tournées les unes par rapport aux autres par un réglage central de manière à ce que les têtes d'un niveau résonnent exactement dans les interstices du niveau suivant. Ainsi, le contrôle des têtes n'est pas redondant et couvre 100 % de la zone de bordure.
Contrôle des défauts sur les bords hexagonaux
L'angle de résonance est réglé de manière centralisée sur une valeur fixe pour toutes les têtes d'un disque de contrôle.
Contrôle des défauts au cœur des matériaux ronds
L'angle de résonance des têtes de contrôle est vertical. Ainsi, le contrôle des têtes n'est pas redondant et couvre 100 % de la zone du cœur, de plus elles détectent également les défauts dépendant de la direction.
Contrôle des défauts au cœur des matériaux hexagonaux
L'angle d'incidence des têtes de contrôle est vertical. Grâce à une activation des têtes de contrôle en fonction des dimensions et au choix de deux positions d'activation, le contrôle des têtes n'est pas redondant et couvre 100 % de la zone du cœur.
How can we help you?
We will of course be happy to assist you personally.
You can reach us weekdays between 8:00 am and 5:00 pm.
Stefan Schneider | Direction du ProfitCenter0049 2381 276 264 |
Jochen Specht | Distribution |0049 2381 276 247 |
Heike Strahberger | Distribution |0049 2381 276 246 |
Kai Dicken | Distribution |0049 2381 276 239 |
Andrees Kuhlmann | RMQ et assistance client technique |+49 2381 276 469 |
Tina Zöllner | Distribution |0049 2381 276 267 |
Zoran Kos | Distribution |0049 2381 276 245 |
Hendrik Schwarte | Distribution |0049 2381 276 340 |
Stefan Schneider | Direction du ProfitCenter0049 2381 276 264 |
Julia Rohrbacher | Distribution |0049 6332 800 416 |
Katja Jochem | Distribution |0049 6332 800 412 |
Heike Simon | Distribution |0049 6332 800 415 |
Andrees Kuhlmann | RMQ et assistance client technique |+49 2381 276 469 |
Alexandra Germann | Distribution |0049 6332 800 424 |
Michaela Westrich | Distribution |0049 6332 800 440 |
Lars Beckmann | Direction du ProfitCenter0049 2304 94 112 12 |
Ezzedine Barnaoui | Distribution |0049 2304 94 112 16 |
Marcel Bock | Distribution |0049 2304 94 112 22 |
Moritz Nisipeanu | Distribution |0049 2304 94 112 28 |
Daniel Badura | Distribution |0049 2304 94 112 14 |
Sabrina Lammertz | Distribution d’exportation |0049 163 27 69 500 |
Andrees Kuhlmann | RMQ et assistance client technique |+49 2381 276 469 |