Strona główna ► Pręty stalowe o gładkiej, jasnej powierzchni
Pręty stalowe o gładkiej, jasnej powierzchni
Westfälische Drahtindustrie , dział prętów stalowych o gładkiej, jasnej powierzchni zalicza się wraz z zakładami w Hamm, Schwerte i Zweibrücken/Ixheim do najważniejszych producentów prętów stalowych o gładkiej, jasnej powierzchni na świecie. Firma posiada uznany wysoki poziom wiedzy specjalistycznej w dziedzinie produkcji stali prętowej.



Stal do cięcia automatami
Stal do budowy maszyn
Stale do nawęglania
Stale do ulepszania cieplnego
Ogólne stale konstrukcyjne 1.0122 - S235JRC; 1.0579 - S355J2C
Stale narzędziowe stopowe i niestopowe
Stale na śrubokręty i końcówki
Stale według specjalnych analiz dla przemysłu motoryzacyjnego i lotniczego itp.
Stale nierdzewne (materiał 1.4305), stale kwasoodporne i żaroodporne
Stany obróbki
| C | ciągnione na zimno |
| A+C | Wyżarzane na miękko i ciągnione na zimno |
| AC+C | Wyżarzanie na cementycie kulistym (GKZ) i ciągnione na zimno |
| S+C | odprężane i ciągnione na zimno |
| FP+C | wyżarzane na strukturze ferrytowo-perlitycznej i ciągnione na zimno |
| C + A + C | ciągnione na zimno & wyżarzane & ciągnione na zimno |
| SL | szlifowane |
| +C+A | poddane wyżarzaniu końcowemu |
| +C+GFS | poddane wyżarzaniu końcowemu w celu uzyskania właściwości magnetycznych |
| Nr. | D / EU | USA |
|---|---|---|
| 1.0715 | 11SMN30 | 1215 (ASTM) |
| 1.0718 | 11SMNPB30 | 12L14 (ASTM) |
| 1.0719 | 11SMNPB30TE | 12L14 (ASTM) z Te |
| 1.0720 | 11SMNPBTEBI | 12L14 (ASTM) z Te & Bi |
| 1.0737 | 11SMNPb37 | 12L14 (ASTM) z S > 0,34% |
| 1.7139 | 16MNCRS5 | ASTM A108 |
| 1.7142 | 16MNCRPBS | ASTM A108 z Pb< 0,35% |
| 1.0401 | C15 | 1015 AISI |
| 1.0403 | C15Pb | 1015 AISI z Pb < 0,35% |
| 1.0501 | C35 | 1035 AISI |
| 1.0502 | C35Pb | 1035 AISI z Pb < 0,35% |
| 1.0503 | C45 | 1043 AISI |
| 1.0504 | C45PB | 1043 AISI z Pb < 0,35% |
| Nr | D / EU | USA |
|---|---|---|
| 1.5511 | 3582 | 3582 |
| 1.5513 | 4582 | 4582 |
| 1.0726 | 35S20 | 1140 AISI |
| 1.0756 | 35SPb20 | 1140 AISI with Pb < 0,35% |
| 1.0727 | 46S20 | 1146 AISI |
| 1.0757 | 46SPb20 | 1146 AISI with Pb < 0,35% |
| 1.0762 | 44SMN28 | 1144 AISI |
| 1.0763 | 44SMnPb28 | 1144 AISI with Pb < 0,35% |
| 1.4104 | X14CrMoS17 | 430 F (AISI) |
| 1.4301 | X5CrNiMo18-10 | 304 N (AISI) |
| 1.4305 | X8CrNiS18-9 | 303 AISI |
| 1.4401 | X5CrNiMo17-12-2 | 316 AISI |
| 1.4571 | X6CrNiMoTi17-12-2 | A182 (ASTM) |
| Inne jakości materiałów na zapytanie |
Wykończenia | Formy dostawy
Długości prętów od 1500 do- 6300 i/lub 7000 mm (-0/+50 mm)
Węższe tolerancje dostępne są na zapytanie.
Pręty są testowane pod kątem pęknięć od 6 mm wzwyż, okrągłe i sześciokątne, fazowanie, frezowanie powierzchni i planowanie na zapytanie.
| Ciężary bębnów | 1000 - 3000 kg | ~2,205 - 6 614 lbs |
| Pierścienie | 250 - 2000 kg | ~550 - 4,410 lbs |
| Kręgi | 500 – 2000 kg | ~1,102 - 4,410 lbs |
Powierzchnie
- ciągnione i polerowane dla wymiarów okrągłych
zgodnie z tolerancjami normy ISO h11-h9-h8 - ciągnione i szlifowane przy wymiarach okrągłych
zgodnie z tolerancjami ISO h11-h9-h8-h7-h6 - ciągnione dla wymiarów sześciokątnych i kwadratowych
zgodnie z tolerancją normy ISO h11 - ciągnione w pierścieniach i kręgach ISO h11-h9
- Specjalne tolerancje na zapytanie

Proces szlifowania
Szlifowana stal okrągła jest produkowana poprzez obróbkę prętów ciągnionych. Proces ten umożliwia produkcję stali okrągłej z najwyższą precyzją pod względem tolerancji okrągłości (do ISO 6, np. h6), i kontrolowanej, jednorodnej chropowatości powierzchni.
Powoduje to wytworzenie eleganckiej powierzchni o satynowym wyglądzie.
Inną szczególną cechą jest to, że dzięki ukierunkowanemu wykorzystaniu procesu szlifowania można uzyskać technicznie wolną od pęknięć i/lub odwęglenia powierzchnię.
Obszary zastosowań:
- Przemysł motoryzacyjny
- Obrabiarki
- Mechanika precyzyjna
- Przemysł meblarski
- Przemysł elektryczny
- Produkcja elementów łączących


Das Prüfsystem arbeitet statisch ohne Rotation.
Obszary zastosowań
Zautomatyzowane badania ultradźwiękowe są wykorzystywane do nieniszczącej 100% kontroli wewnętrznych wad materiałowych, a także do pomiaru i testowania grubości powłok elementów konstrukcji o krytycznym znaczeniu dla funkcji i bezpieczeństwa.
Branże użytkowników obejmują przemysł poddostawców przemysłu motoryzacyjnego i przemysł motoryzacyjny, odlewnie oraz producentów pojemników i półproduktów.
Nasz ultradźwiękowy system testowy jest przeznaczony do oddzielnego testowania prętów okrągłych i sześciokątnych.
| Średnica prętów okrągłych | 8 - 42 mm | 5/16" - 1.21/32" |
| Szerokość klucza do prętów sześciokątnych | 10 - 36 mm | 25/64" - 1.27/64" |
| Długość pręta | 2,5 - 6,0 m | |
| Prędkość testowa | maks. 2,0 m/s | |
| Czułość testu | Możliwy KSR 0,7 - 1,0 - 1,5 mm |
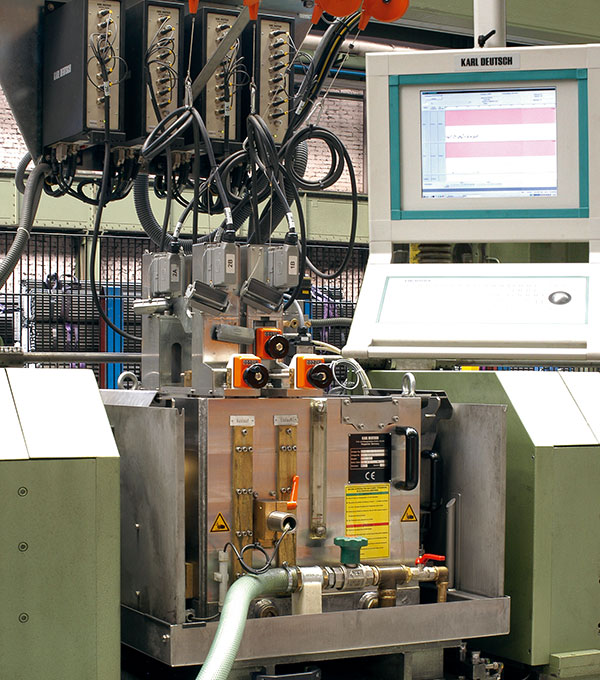
Metoda badania
Badanie ultradźwiękowe służy do wykrywania wad krawędzi (wad wzdłużnych) i wad rdzenia w całym przekroju. Sygnały ultradźwiękowe zostają sprzężone przy użyciu techniki zanurzeniowej, tj. zarówno sondy, jak i badane próbki znajdują się podczas testu pod wodą.
Badanie wad krawędzi materiałów okrągłych
Sondy, które są rozmieszczone na kilku poziomach, są obracane względem siebie za pomocą centralnego urządzenia regulacyjnego, tak aby sondy na jednym poziomie wydawały dźwięk dokładnie do szczelin na następnym poziomie. Dzięki temu uzyskuje się to, że sondy nie wykonują nadmiarowych testów i pokrywają obszar krawędzi w 100%.
Test błędów krawędzi
Kąt poddawania działaniu ultradźwięków jest ustawiany centralnie pod stałym kątem dla wszystkich sond na tarczy testowej.
Wykrywanie wad rdzenia w materiale okrągłym
Kąt wydawania dźwięku przez sondy jest pionowy. Zapewnia to, że sondy nie wykonują testów w sposób nadmiarowy, pokrywają obszar rdzenia w 100%, a także wykrywają wady zależne od kierunku.
Test błędów rdzenia sześciokąta
Kąt wydawania dźwięku przez sondy jest pionowy. Aktywując sondy w zależności od wymiarów i wybierając dwie pozycje przetwornika, zapewnia się, że sondy nie testują nadmiarowo i pokrywają obszar rdzenia w 100%.
Jak możemy Ci pomóc?
Oczywiście chętnie pomożemy Tobie osobiście.
Można się z nami skontaktować w dni robocze między godziną 08:00 a 17:00.
Stefan Schneider | Kierownik ProfitCentre0049 2381 276 264 |
Jochen Specht | Dział dystrybucji |0049 2381 276 247 |
Heike Strahberger | Dział dystrybucji |0049 2381 276 246 |
Kai Dicken | Dział dystrybucji |0049 2381 276 239 |
Andrees Kuhlmann | Pełnomocnik ds. zarządzania jakością i obsługa techniczna klienta |+49 2381 276 469 |
Tina Zöllner | Dział dystrybucji |0049 2381 276 267 |
Zoran Kos | Dział dystrybucji |0049 2381 276 245 |
Hendrik Schwarte | Dział dystrybucji |0049 2381 276 340 |
Stefan Schneider | Kierownik ProfitCentre0049 2381 276 264 |
Julia Rohrbacher | Dział dystrybucji |0049 6332 800 416 |
Katja Jochem | Dział dystrybucji |0049 6332 800 412 |
Heike Simon | Dział dystrybucji |0049 6332 800 415 |
Andrees Kuhlmann | Pełnomocnik ds. zarządzania jakością i obsługa techniczna klienta |+49 2381 276 469 |
Alexandra Germann | Dział dystrybucji |0049 6332 800 424 |
Matthias Harrer | Dział dystrybucji |0049 6332 800 440 |
Lars Beckmann | Kierownik ProfitCentre0049 2304 94 112 12 |
Ezzedine Barnaoui | Dział dystrybucji |0049 2304 94 112 16 |
Marcel Bock | Dział dystrybucji |0049 2304 94 112 22 |
Moritz Nisipeanu | Dział dystrybucji |0049 2304 94 112 28 |
Daniel Badura | Dział dystrybucji |0049 2304 94 112 14 |
Sabrina Lammertz | Dział dystrybucji eksportowej |0049 163 27 69 500 |
Andrees Kuhlmann | Pełnomocnik ds. zarządzania jakością i obsługa techniczna klienta |+49 2381 276 469 |